
Продукция






-
Сторонняя обработка регулировочных прокладок гусениц экскаватора WK35
-

Ролик поперечной тяги экскаватора 395BI
-

Обработка опоры нижнего подшипника вертикального вала поворота экскаватора 395BI
-

Обработка лестницы стрелы экскаватора
-

Защитная пластина гусеницы буровой установки CDM75E
-

Обмотка выхлопной трубы
-
Основание вентилятора поворотного механизма
-
Обработка защитного кожуха от дождя для выхода каната
-

Лестница для самосвала 730
-

Обработка основания лестницы для доступа
-

Изготовление и обработка поворотного рычага и рабочей платформы автовышки корейского производства


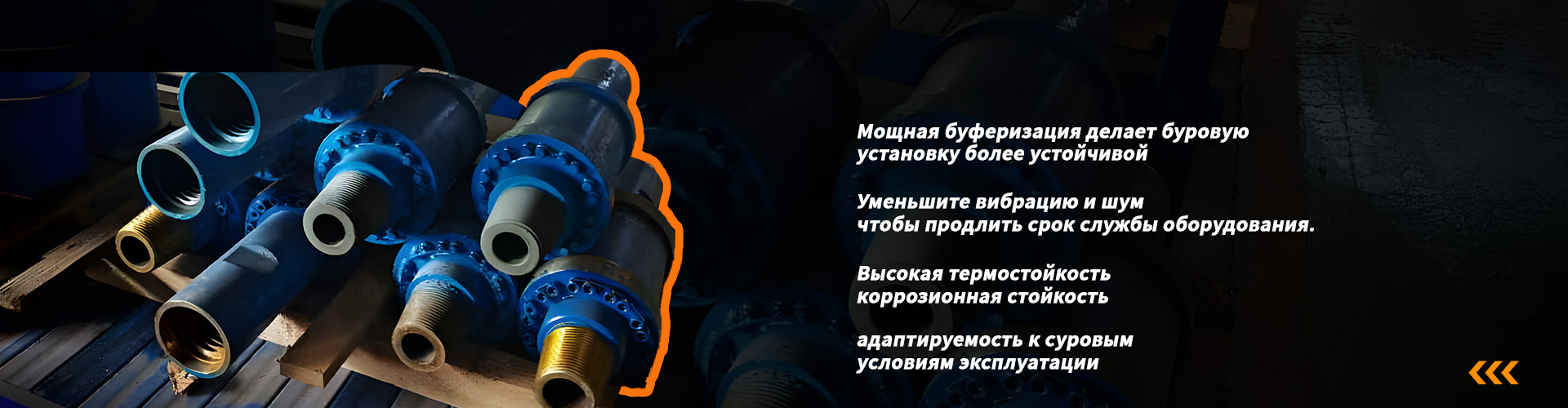
Обработка износостойкой втулки вертикального шкворня
Износостойкие вертикальные штифты, являясь критически важными компонентами механизмов, широко применяются в условиях высоких нагрузок и интенсивного износа. Качество их обработки напрямую влияет на срок службы оборудования и эффективность эксплуатации. В данной статье рассматриваются технологии...
Описание
маркер
Износостойкие вертикальные штифты, являясь критически важными компонентами механизмов, широко применяются в условиях высоких нагрузок и интенсивного износа. Качество их обработки напрямую влияет на срок службы оборудования и эффективность эксплуатации. В данной статье рассматриваются технологии обработки, марки материалов и области применения.
Ключевые технологии обработки и термины
1. Точная ковка: Формообразование методом штамповки обеспечивает плотную внутреннюю структуру штифта, повышая усталостную прочность.
2. Упрочняющая термообработка: Применяется закалка (850-900°C) + среднетемпературный отпуск (350-450°C), достигается твердость HRC 45-55 при сохранении вязкости.
3. Технологии поверхностной обработки:
Цементация/азотирование: Поверхностная твердость повышается до HV 800 и более, глубина износостойкого слоя 0,2-0,5 мм.
Лазерное наплавление: Использование покрытия из сплава WC-Co повышает износостойкость в 3-5 раз.
4. Точное шлифование: Обеспечение допусков размеров (класс IT6) и цилиндричности ≤0,01 мм на станках с ЧПУ.
Распространенные марки износостойких материалов и их характеристики
| Марка материала | Особенности химического состава | Область применения | Типовая твердость |
| 65Mn | Высокоуглеродистая сталь с Mn, C 0,62-0,70% | Мелкие и средние штифты, пружинные штифты | HRC 45-50 |
| GCr15 | Подшипниковая сталь, Cr 1,30-1,65% | Высокоточные штифты вращающихся узлов | HRC 58-62 |
| 42CrMo | Легированная конструкционная сталь, Mo 0,15-0,25% | Штифты тяжелой строительной техники | HRC 35-40 (после улучшения) |
| QT600-3 | Высокопрочный чугун, степень сфероидизации графита ≥90% | Недорогие ударопрочные штифты | HB 220-280 |
| Cr12MoV | Сталь для холодного инструмента, с высоким содержанием Mo и V | Штифты для экстремальных условий износа | HRC 58-62 |
Анализ типовых сценариев применения
1. Строительная техника
Оборудование: Шарнирные штифты стрел экскаваторов, соединительные штифты ковшей погрузчиков
Выбор марки: Сталь 42CrMo с улучшением и поверхностной цементацией (глубина слоя 0,3 мм)
Показатель долговечности: Срок службы ≥10 000 часов при переменной нагрузке 50 кН
2. Горно-дробильные системы
Условия работы: Ударно-абразивный износ кварцитом (износ до 2 мм/1000 часов)
Решение: Основа из Cr12MoV с лазерным наплавлением покрытия WC-12Co
Эффективность: Срок службы на 400% выше по сравнению с традиционными штифтами из 65Mn
3. Автомобильные рулевые механизмы
Требования к точности: Посадочные допуски H7/g6, шероховатость поверхности Ra≤0,8 мкм
Технологическая цепочка: Закалка GCr15 → криогенная обработка (-196°C×2 ч) → точное шлифование
Испытания на усталость: Прохождение теста на крутильную усталость (±30°, 1 млн циклов)
Тенденции технологического развития
1. Композитные технологии производства: Использование 3D-печати градиентных материалов (например, поверхность из нержавеющей стали 316L + сердцевина из высокоуглеродистой стали) для создания градиента твердости.
2. Интеллектуальная термообработка: Системы контроля температуры на основе IoT сокращают разброс твердости с ±3 HRC до ±1 HRC.
3. Экологичные методы поверхностной обработки: Технология HVOF-напыления как альтернатива традиционному гальваническому покрытию, снижающая загрязнение тяжелыми металлами.
Благодаря рациональному выбору материалов (например, GCr15 для прецизионных подшипниковых штифтов) и оптимизации технологий (таких как лазерное наплавление), комплексные характеристики износостойких вертикальных штифтов могут быть улучшены на 30-50%, что делает их незаменимыми в производстве высокотехнологичного оборудования. Предприятиям необходимо разрабатывать индивидуальные технологические решения, учитывая параметры рабочих условий (спектр нагрузок, абразивную среду, температурный диапазон).
связаться с нами
Сопутствующие популярные продукты
Основание вентилятора поворотного механизма
Ключевые слова ядра обработки 1. Выбор материала: Применяются высокопрочная низколеги...
Обработка основания лестницы для доступа
Рекомендуемые бренды и модели: CNC-обрабатывающий центр: DMG MORI NHX6300, 5-осевой...
Обработка лестницы стрелы экскаватора
Ключевые аспекты обработки Выбор материала: Используется высокопрочная низколегирован...
Сторонняя обработка регулировочных прокладок гусениц экскаватора WK35
Анализ модели и функциональные характеристики Электроэкскаватор WK35 — это крупногаба...
Защитная пластина гусеницы буровой установки CDM75E
Защитная пластина цепи буровой установки CDM75E представляет собой ключевой защитный компонент, с...
Обмотка выхлопной трубы
Основные модели и технические параметры 1. Промышленные оболочки: - ThermoShield HT-1...
Лестница для самосвала 730
Анализ моделей Лестницы для грузовиков серии 730 представляют собой профессиональное ...
Изготовление и обработка поворотного рычага и рабочей платформы автовышки корейского производства
Модели и конструктивные особенности Ведущие модели корейских поворотных люлек для авт...
Обработка опоры нижнего подшипника вертикального вала поворота экскаватора 395BI
Модель: 395BI Области применения: горнодобывающее оборудование, механизм поворота экскаватора, кр...
Ролик поперечной тяги экскаватора 395BI
Описание продукта Шкив поперечной тяги экскаватора 395BI, являясь ключевым компоненто...
Обработка защитного кожуха от дождя для выхода каната
Как незаменимое защитное оборудование для тяжелых рабочих условий, таких как порты, шахты, логист...

